Molds separate into two sides at a parting line, the A side, and the B side, to permit the part to be extracted. Plastic resin enters the mold through a sprue in the A plate, branches out between the two sides through channels called runners, and enters each part cavity through one or more specialized gates. Inside each cavity, the resin flows around protrusions (called cores) and conforms to the cavity geometry to form the desired part. The amount of resin required to fill the sprue, runner and cavities of a mold is a shot. When a core shuts off against an opposing mold cavity or core, a hole results in the part. Air in the cavities when the mold closes escapes through very slight gaps between the plates and pins, into shallow plenums called vents. To permit removal of the part, its features must not overhang one another in the direction that the mold opens, unless parts of the mold are designed to move from between such overhangs when the mold opens (utilizing components called Lifters). Sides of the part that appear parallel with the direction of draw (the direction in which the core and cavity separate from each other) are typically angled slightly with (draft) to ease release of the part from the mold, and examination of most plastic household objects will reveal this. Parts with bucket-like features tend to shrink onto the cores that form them while cooling, and cling to those cores when the cavity is pulled away. The mold is usually designed so that the molded part reliably remains on the ejector (B) side of the mold when it opens, and draws the runner and the sprue out of the (A) side along with the parts. The part then falls freely when ejected from the (B) side. Tunnel gates tunnel sharply below the parting surface of the B side at the tip of each runner so that the gate is sheared off of the part when both are ejected. Ejector pins are the most popular method for removing the part from the B side core(s), but air ejection, and stripper plates can also be used depending on the application. Most ejection plates are found on the moving half of the tool, but they can be placed on the fixed half if spring loaded. For thermoplastics, coolant, usually water with corrosion inhibitors, circulates through passageways bored through the main plates on both sides of the mold to enable temperature control and rapid part solidification.
To ease maintenance and venting, cavities and cores are divided into pieces, called inserts, and subassemblies, also called inserts, blocks, or chase blocks. By substituting interchangeable inserts, one mold may make several variations of the same part.
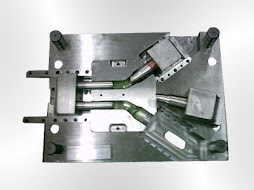
More complex parts are formed using more complex molds. These may have sections called slides, that move into a cavity perpendicular to the draw direction, to form overhanging part features. Slides are then withdrawn to allow the part to be released when the mold opens. Slides are typically guided and retained between rails called gibs, and are moved when the mold opens and closes by angled rods called horn pins and locked in place by locking blocks, both of which move cross the mold from the opposite side.
Some molds allow previously molded parts to be reinserted to allow a new plastic layer to form around the first part. This is often referred to as overmolding. This system can allow for production of one-piece tires and wheels.
2-shot or multi shot molds are designed to "overmold" within a single molding cycle and must be processed on specialized injection molding machines with two or more injection units. This can be achieved by having pairs of identical cores and pairs of different cavities within the mold. After injection of the first material, the component is rotated on the core from the one cavity to another. The second cavity differs from the first in that the detail for the second material is included. The second material is then injected into the additional cavity detail before the completed part is ejected from the mold. Common applications include "soft-grip" toothbrushes and freelander grab handles.
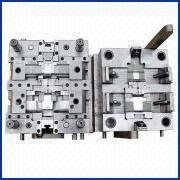
The core and cavity, along with injection and cooling hoses form the mold tool. While large tools are very heavy weighing hundreds and sometimes thousands of pounds, they usually require the use of a forklift or overhead crane, they can be hoisted into molding machines for production and removed when molding is complete or the tool needs repairing.
A mold can produce several copies of the same parts in a single "shot". The number of "impressions" in the mold of that part is often incorrectly referred to as cavitation. A tool with one impression will often be called a single cavity (impression) tool. A mold with 2 or more cavities of the same parts will likely be referred to as multiple cavity tooling. Some extremely high production volume molds (like those for bottle caps) can have over 128 cavities.
In some cases multiple cavity tooling will mold a series of different parts in the same tool. Some toolmakers call these molds family molds as all the parts are not the same but often part of a family of parts (to be used in the same product for example).
home appliance mould

precision plastic mould

receiver box mold

electronic mould
daily goods mold

hand tool mold

cleaner piper mould
OEM molding

plastic molding part

du material mould

double injection mold

cup mold

connector mold

cap mold

AP plastic mould

big mould

auto mould
